In practice, the implementation of the Industry 4.0 principles revolves around bridging the gap between operational technology (OT)—such as programmable logic controllers (PLCs), SCADA systems, industrial robots, and IIoT devices—and information technology (IT), including ERP, CRM, MES systems, data engineering platforms like Snowflake, and cybersecurity solutions. When these two domains effectively converge, they create a unified ecosystem that can leverage integrated data to drive smarter decision-making and optimize industrial operations.
Yet, achieving this integration in real life is not plain sailing. Manufacturing environments typically host a diverse array of industrial equipment and IoT devices from various vendors. They were added incrementally over time, often in isolation from one another. Simultaneously, IT infrastructure—including software for sales, accounting, and customer service—usually evolves independently, customized to meet specific business needs. Consequently, due to incompatible systems and limited connectivity, the OT and IT landscapes become fragmented. Data seldom flows smoothly from production floors to management dashboards, which makes it difficult, if not impossible, to gain real-time insights. Without them, you can’t accurately measure unit production costs or understand the impacts of energy consumption and raw material fluctuations.
In this article, I will present five examples of industrial IoT solutions that effectively bridge the OT and IT domains, helping your factory maintain a competitive edge in global markets.
Energy management systems to meet ESG reporting requirements
In 2025, Europe’s industrial energy prices remain stubbornly high, significantly impacting the global competitiveness of European manufacturers. At the same time, many enterprises, especially larger corporations, must adhere to rigorous ESG reporting requirements to show their commitment to sustainable and responsible production. In this context, accurately measuring and managing energy consumption is critical for maintaining competitiveness and supporting a sustainable business model.
To effectively tackle today’s complex energy and sustainability challenges, Fabrity offers a robust Energy Management System (EMS) designed to be a key enabler of digital transformation. As an advanced IIoT solution, Fabrity’s EMS enables organizations to optimize efficiency, ensure regulatory compliance, and reduce operational costs. The platform provides real-time monitoring and analysis of critical energy streams, including electricity, gas, heat, nitrogen, and compressed air, across all connected industrial assets. By delivering unified visibility into operations and system connectivity, Fabrity’s EMS enables businesses to quickly identify inefficiencies, take corrective action, and accelerate their path toward more sustainable, data-driven performance.
Most importantly, our EMS is certified under the ISO 50001 standard. Why is certification so critical? ISO 50001 provides organizations with a rigorous framework for effectively managing energy usage, conducting precise measurements, and implementing meaningful improvements in energy efficiency.
Read more on Industrial IoT:
Data acquisition: the backbone of Industry 4.0 in 2025
Edge AI technology: driving Industry 4.0 in 2025
What is a smart factory of the future and how do you create one?
Industrial IoT communication protocols: a comprehensive guide to modern connectivity
On the other hand, the European Sustainability Reporting Standards (ESRS)—especially the environmental guidelines, such as ESRS E1—require companies to disclose data on energy consumption, greenhouse gas emissions, and reduction initiatives. These are precisely the areas addressed by ISO 50001, making the certification a powerful complement to ESRS requirements.
Therefore, ensuring that your EMS is ISO 50001-certified is not just a technical detail—it’s a critical step toward credible, regulation-ready ESG reporting.
Additionally, you can integrate our EMS system with an AI-powered chatbot assistant, enabling users to interact with energy data using natural language. To do it, no technical knowledge is required. Whether identifying anomalies, tracking consumption, or preparing reports, users can ask a question, and the assistant delivers clear insights.

Fig. 1 Energy management system
To sum up, our EMS system offers considerable business benefits, allowing you to:
- Cut energy costs by optimizing usage and leveraging predictive analytics.
- Boost operational efficiency through real-time visibility and proactive energy management.
- Ensure ESG and ISO 50001 compliance, enabling trusted, audit-ready reporting.
- Make smarter decisions with actionable, data-driven insights for planning and resource allocation.
- Automate reporting workflows to save time and reduce the burden of ESG documentation.
- Monitor all utilities in one place, from electricity to compressed air, for complete operational transparency.
Low-code IoT platform to accelerate smart manufacturing
One of the biggest challenges holding back the digital transformation journey in manufacturing is the sheer technical complexity of modern automation tools. For many companies, adopting innovative technologies means dealing with long implementation times, high costs, and a steep learning curve—especially when resources are limited.
To make new technology adoption simpler, faster, and more accessible, we built our IoT low-code platform. It’s designed to help manufacturers move toward smart factory capabilities without getting bogged down in complexity. By bringing together data from edge devices, IT/OT systems, and analytics tools in one place, the platform makes it easier to see what’s happening on the shop floor, automate processes, and make better decisions faster.
But it’s more than just a data connector. With built-in support for edge computing, cloud integration, real-time dashboards, and AI-driven analytics, the platform serves as a strong foundation for innovation. It even allows you to create digital twins of your machines or lines, enabling you to track and optimize operations virtually.
Thanks to its low-code design and compatibility with over 450 industrial protocols—such as Modbus, OPC UA, and MQTT—it’s flexible and easy to roll out across various sectors. Whether you’re focused on predictive maintenance, energy tracking, or environmental monitoring, the platform adapts to your needs without demanding deep technical expertise.
You can also integrate it with ERP systems, MES platforms, and cloud services such as Azure or AWS. And because it supports edge computing, it can make decisions right where the data is—ideal for places where speed matters or bandwidth is limited.
The best part? You don’t need a team of developers to get started. The platform’s drag-and-drop interface means that engineers, operators, and even non-technical staff can build and adjust solutions on their own. In short, it’s a tool built to remove barriers—not create more of them.

Fig. 2. IoT low-code platform
Key capabilities and business benefits:
- Monitor and automate production for complete operational visibility and control.
- Connect seamlessly with any sensor or system, including SAP and other enterprise platforms.
- Design custom automation workflows across production, reporting, and administrative tasks.
- Identify and prevent equipment failures before they lead to costly downtime.
- Create digital twins to simulate, monitor, and optimize real-world assets in real-time.
- Build and adapt dashboards or applications quickly—no coding required.
- Integrate with over 450 industrial protocols to ensure cross-system connectivity.
- Deploy across cloud and edge environments for optimal speed and control.
- Turn machine data into actionable intelligence with AI-powered insights.
- Track all utilities in one view, from electricity to compressed air, for complete transparency.
Predictive maintenance with the FHS system
In the world of industrial operations, waiting for things to break is no longer a strategy—it’s a liability. That’s where predictive maintenance comes in. Unlike traditional approaches that only spring into action after a machine fails, predictive maintenance utilizes real-time data, connected sensors, and AI-powered analytics to forecast failures before they occur. It’s a shift from firefighting to foresight.
The impact is hard to ignore. Predictive maintenance can slash downtime, cut emergency repair costs, and make industrial processes safer and leaner. It also gives organizations an edge in a fiercely competitive landscape, where every second of uptime counts. The move from reactive to predictive isn’t just a tech upgrade—it’s a strategic leap into the future of smart manufacturing.
Here enters the Prognostic Health Monitoring (PHM) system—a smart, connected solution that monitors, assesses, and predicts equipment condition in real-time. Its goal is to reduce unplanned downtime, extend asset life, and streamline maintenance by shifting from reactive or preventive to predictive strategies. PHM utilizes wireless, non-invasive sensors, such as Advantech’s WISE-2410 and WISE-2460, to track multi-axis vibration and temperature. These battery-powered sensors, communicating via LoRaWAN or Wi-Fi, are quick to install—even in hazardous areas—without disrupting operations.
Sensor data flows through gateways, such as the WISE-6610, to edge or cloud platforms, where tools like Advantech’s EdgeLink process it. Using ISO 10816/20816 standards and machine learning models, the system begins predicting failures after just 200 measurements. Within 24 hours, it delivers real-time diagnostics and forecasts equipment health up to seven days ahead—enabling smarter, faster maintenance decisions.
A centralized dashboard visualizes machine status, alerts, trends, and raw data, allowing teams to act with precision. Results are significant, with up to a 50% reduction in downtime and 10–40% lower maintenance costs. Real-world deployments back it up—a tire plant improved safety and maintenance efficiency, while an oil refinery scaled PHM across 70 points in just days, preventing unplanned outages.
PHM supports both cloud and on-premise setups, integrates easily with IT/OT systems, and uses flexible communication protocols. Fast to deploy and high in ROI, PHM transforms maintenance into a strategic advantage—driving uptime, reliability, and smart growth.
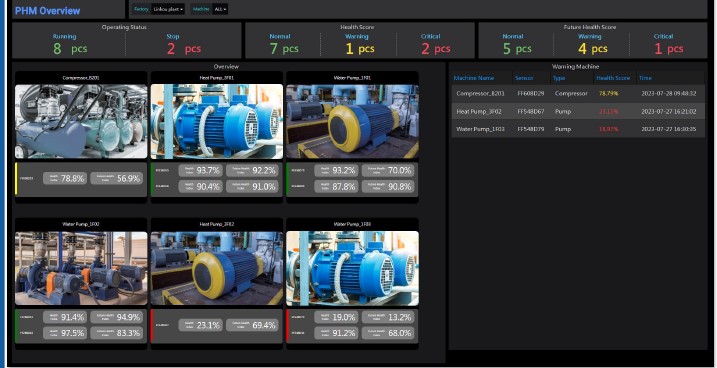
Fig. 3. Prognostic Health Monitoring (PHM) system
Key capabilities and business benefits:
- Monitor equipment health in real-time using vibration data to detect mechanical issues before failure.
- Deploy wirelessly and non-invasively with battery-powered sensors that install quickly without halting operations.
- Predict failures up to 7 days in advance using AI-driven health forecasting to reduce downtime.
- Integrate seamlessly across cloud and on-premise environments, aligning with your IT/OT and data governance needs.
- Visualize machine status and trends through intuitive dashboards with optional photo and camera views.
- Achieve measurable ROI by reducing costs, increasing safety, and streamlining maintenance operations.
Industrial AI-powered assistants: Agent Builder platform
Large language models (LLMs) offer immense capabilities in human-like text generation, question answering, and data analysis. However, their broader adoption in industrial contexts is often limited by two key concerns. First, LLMs can hallucinate, i.e., produce answers that may appear accurate at first glance but are fabricated. Second, there are serious concerns about data security and confidentiality. No company wants its sensitive information to become part of a publicly accessible AI model.
But fear not. There is a way to tackle all these challenges. It’s called Agent Builder—an enterprise-ready platform purpose-built for creating conversational AI agents that do more than chat. They can automate, analyze, and act. Designed for the complex demands of industrial environments, it unifies data from OT and IT systems, edge computing, and expert domain knowledge into one intuitive, low-code workspace.
At the heart of Agent Builder is its tight integration with LLMs and generative AI. That means users don’t need advanced coding skills to build powerful applications or intelligent assistants. Whether responding to a question, reacting to a system event, or executing a multi-step workflow, these agents are designed to think and operate in real time.
But the platform doesn’t stop at conversation. Agent Builder is a launchpad for smart diagnostics and predictive intelligence. Connected to production systems like SCADA, MES, and ERP, it empowers maintenance teams with tools that can monitor sensor data, detect anomalies, forecast equipment failures, and suggest the right service actions—before breakdowns happen. The result? More reliability, fewer surprises, and a sharper edge in operational efficiency.
What about data confidentiality and security? Here’s where it gets interesting. LLMs can be used to query or analyze data that is securely stored in the cloud or on-premises. In other words, the LLM acts solely as an external tool—it retrieves data, performs analysis, and answers questions, but it does not store or retain any of that information.
A strong example of what Agent Builder can deliver is the virtual production department assistant—an AI-powered agent designed to help plant managers and maintenance technicians interact with real-time production data through a simple chatbot interface.
In the Proof of Concept (PoC) presented below, the assistant monitors time-series data from vibration and temperature sensors to detect anomalies in industrial equipment. When it detects irregular patterns—such as overheating or abnormal vibration—it analyzes the issue, identifies the most probable root cause, and recommends targeted maintenance actions. By merging real-time analytics with technical documentation and industry best practices, the assistant becomes a robust tool for predictive maintenance. It not only helps reduce unplanned downtime but also makes advanced diagnostics accessible to staff at every level, with no coding or data science background required.
Watch our virtual production department assistant in action:
Computer vision to detect product anomalies and enhance worker safety
Last but not least, one of the standout IIoT solutions in Fabrity’s portfolio is computer vision—a transformative technology reshaping the landscape of industrial automation.
By combining computer vision with edge AI, manufacturers can significantly enhance product quality and consistency through real-time image analysis. These systems eliminate human error associated with manual inspections, ensure production uniformity, and increase throughput by automating repetitive tasks. At the same time, they minimize operator fatigue and rely on GPU-accelerated computing for maximum performance and responsiveness.
Designed to operate reliably in harsh industrial environments, Fabrity’s edge AI and computer vision solutions also improve worker safety by reducing the need for physical presence in hazardous areas. With advanced defect detection and real-time equipment monitoring, they help minimize material waste and support predictive maintenance—ultimately reducing unplanned downtime and boosting overall equipment effectiveness (OEE).
A practical example of this technology in action is a quality inspection system developed for an automotive manufacturer. A robotic arm equipped with a vision camera captures images of semi-finished components at predefined angles. The software then compares these images with reference models, measuring each part for compliance and directing defective items for recycling. This comprehensive solution included robot path planning, synchronized image acquisition, a dedicated AI-powered analysis module, an operator control panel, and full integration with the client’s SAP system—demonstrating how computer vision can seamlessly integrate into sophisticated industrial workflows.
Another real-world implementation focuses on enhancing workplace safety. In this case, a network of industrial cameras monitors whether workers in hazardous zones are wearing the necessary protective gear. For example, if someone enters without a helmet, the system immediately detects the issue and sends a real-time alert to notify the individual. This helps to prevent accidents before they happen.
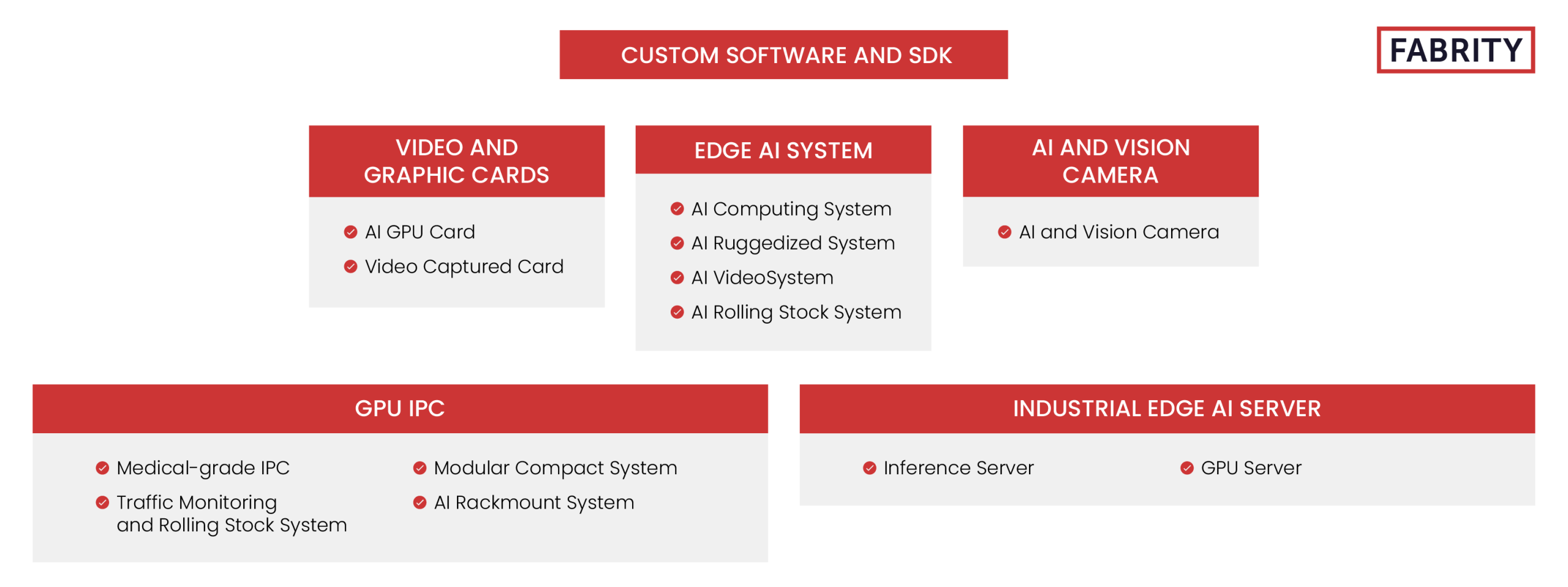
Fig. 4 Computer vision and edge AI solutions
Industrial Internet of Things solutions—summary
Industrial IoT solutions are reshaping modern factories by connecting devices, systems, and people across the shop floor and management level. By integrating IoT device data from smart machines and connected sensors with advanced data analytics solutions, manufacturers gain real-time insight into production processes. This, in turn, enables process automation, predictive maintenance, quality control, and energy efficiency. As the above practical examples show, these technologies drive smarter, safer, and more sustainable operations.