This is the first article in a series dedicated to Industrial IoT solutions, written in cooperation with our partner Advantech, a global leader in intelligent IoT systems and embedded platforms. We would like to thank Mateusz Olszewski, Key Account Manager CEE at Advantech, for his insights and valuable input.
Industry 4.0, also known as the Fourth Industrial Revolution, refers to the digital transformation of manufacturing and industrial processes. Its goal is to create smart factories by integrating operational technologies (OT)—which include hardware and software systems that manage production, machinery, and devices—with information technologies (IT), such as cloud computing, data analytics, CRM, and ERP systems. This definition highlights the key technologies at the core of Industry 4.0: the Industrial Internet of Things (IIoT) and process automation (involving both robots and cobots) on the OT side, and big data, AI, machine learning, and cloud computing on the IT side. In other words, creating a smart factory of the future is about bringing together the hardware part centered on physical production processes with the software part focusing on cloud, data analysis, and AI. In this article, you will learn about the main technologies that go into a smart factory and the challenges you need to overcome when creating one. I will also debunk some myths that IIoT solutions need the Internet or that cloud is not a good fit for industry.
Industrial Internet of things (IIoT): the what and the why
At the heart of a smart factory stands the Industrial Internet of Things, that is an interconnected ecosystem of devices, sensors, applications, and networking equipment that work together to collect, monitor, and analyze data from industrial operations. As a key smart factory technology, the IIoT can boost efficiency, flexibility, and competitiveness by enabling real-time monitoring and building decision support systems for both business and operational processes.
For plant managers and maintenance engineers, real-time monitoring is crucial, as it provides insights into production lines and allows for necessary repairs when any fault is detected. IIoT data can be analyzed either in the cloud or using edge computing devices. Additionally, with an IIoT network, we can move away from reactive maintenance, where repairs are made after a fault occurs and maintenance actions are scheduled at fixed intervals; predictive maintenance, in contrast, allows technicians to detect faults that may lead to unplanned downtime and take the necessary actions to prevent it. Furthermore, constant monitoring of machine states enables maintenance to be performed exactly when needed. This approach maximizes machine operating time and reduces the costs of unnecessary repairs.
Decision support systems, meanwhile, are crucial for the labor market, as they make processes and decisions more flexible and safer for machine operators. Traditionally, training processes take years and come at a significant cost for large companies. With decision support systems, companies can streamline training, ensuring employees quickly become proficient in operating machinery and handling tasks, which ultimately reduces costs and improves efficiency.
From an environmental perspective, sustainable development, CO2 emission reduction, and compliance with ESG regulations are key drivers for IIoT implementation. With access to data from energy meters, you can even calculate the carbon footprint per product you manufacture. This is a powerful marketing message—you can provide precise data on the carbon footprint generated by a specific project or product. These figures can be quantified, adding transparency and demonstrating your commitment to sustainability.
The first scenario that comes to mind when thinking about IIoT implementation is measuring overall equipment effectiveness (OEE). This is a key metric every factory should measure. Without OEE, it is impossible to track the efficiency of production processes, as we would not have a clear understanding of how machines perform over time. While planned maintenance and downtimes can be tracked, without real-time monitoring and historical data, trends remain hidden and informed decisions cannot be made.
Put simply, the OEE indicator has a direct correlation with operational costs and production profitability. For example, if a production line operates at 95% efficiency—a strong result—that suggests the process is optimized. However, if efficiency drops below 90%, that signals the need for a thorough investigation. This could be due to machine wear, unplanned downtimes, or human error. There may be many reasons, but one thing is certain: without measuring OEE, we would not even be aware when something is going wrong.
Toward a smart factory: challenges
Once we decide to create a smart factory, we will be confronted with many challenges that encompass different areas.
Lack of integration between OT and IT
From a technological perspective, Industry 4.0 focuses on integrating OT (operational technologies), such as industrial computers and PLC controllers, with IT technologies like CRM, ERP, MES, data, and cybersecurity solutions. In this context, OEE should serve as a bridge between these two worlds, connecting sensor measurements with business operations. A comprehensive OEE system should unify the business and process layers.
This is an ideal scenario, but in practice, things usually look more complex. In every production company, there are many different systems implemented to cover different business processes, such as accounting, CRM, and sales. However, these systems are typically not created as a common ecosystem for the entire factory but rather setup independently to accommodate the needs of separate departments. Additionally, they are not connected with production systems. For instance, there is no integration with SAP to automate production orders, leading to manual data entry or Excel-based production planning.
This lack of integration between business operations and production is a major obstacle on the path toward Industry 4.0, because in this concept, the smart factory is viewed as a unified system where manufacturing processes are interconnected with business. Supply chain, inventory monitoring systems, and business operations must all be integrated with OT systems to work efficiently. So, creating a smart factory is about bridging the gap between IT and OT worlds and integrating the data coming from both domains to make informed decisions.
Scalability
Another common challenge is scalability, which affects both IT and OT systems. Often, companies invest in IT or OT infrastructure without a long-term strategy in place. They aim to solve an immediate problem, but this short-term approach can lead to vendor lock-in. Many IT systems are closed and difficult to scale up or down, and when scaling is possible, it often requires significant investment.
Scalability demands that production systems remain flexible and able to quickly adapt to changing market requirements. This means investing in technologies that allow for swift modifications to production processes. This is especially important in data management. As a factory grows and adds new production lines—along with the data they generate—being able to rapidly adapt to this influx of information becomes essential. Cloud solutions, for example, can help facilitate this adaptability.
Scalability also has a significant impact on cybersecurity. As factories become more automated and interconnected, the risk of cyberattacks increases. Operational Technology (OT) systems, which control industrial operations, are particularly vulnerable, making advanced security strategies a necessity.
Data acquisition
Data acquisition itself can be challenging. In the case of greenfield deployments, where you are building a smart factory from scratch, it is easier to install devices, plan connectivity, and establish a comprehensive IIoT network.
However, in brownfield deployments—which are far more common—things are more complicated. The site is often a complex environment with diverse systems, installations, buildings, and machines from various vendors added over time. This makes integration efforts difficult. Usually, there is no interconnected infrastructure and no comprehensive wired network, which hampers efficient data transmission.
Furthermore, without software tools for data collection, visualization, and analysis, the full potential of the data that is collected remains untapped. Adding to these challenges is the mix of IoT sensor outputs—both analog and digital—which makes data aggregation and processing even more complex.
This situation is a perfect use case for WISE-EdgeLink—a gateway designed for device connectivity and communication. WISE-EdgeLink enables the collection of IIoT data from various sensors, supporting a wide range of protocols and signal types (both analog and digital) to ensure compatibility with devices from multiple vendors. It also offers dedicated connectors for APIs, frontend web services, and databases, ensuring secure and efficient data integration. It supports MES, SCADA, cloud services, IoT hubs, and custom software, enhancing connectivity across systems. Additionally, it can be integrated with AI-powered virtual assistants for data analysis and visualization, providing engineers and maintenance technicians with a real-time overview of all production lines and machines (see Figure 1 below).
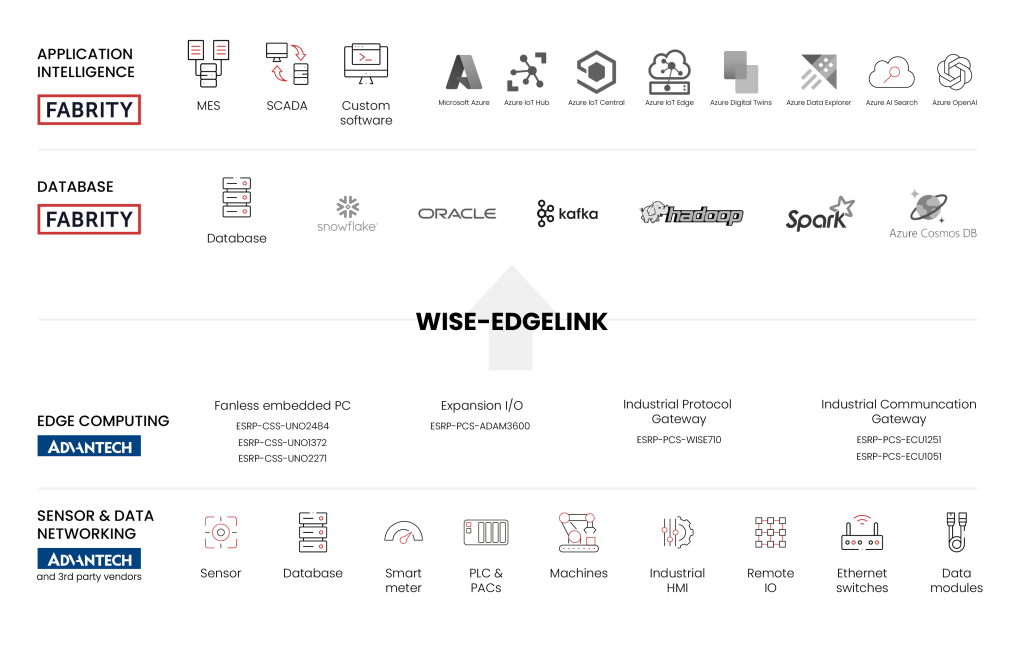
Fig. 1. A comprehensive IIoT network based on a WISE-EdgeLink gateway.
A practical example of how WISE-EdgeLink can ensure a seamless flow of data from sensors to the cloud and data analysis platforms is when a vibration sensor signals that a device has started to malfunction and predictive maintenance is necessary. Since the data coming from all sensors is integrated, this alert triggers the creation of an order for spare parts that is sent to the SAP system. This allows us to perform the repairs just in time, avoid potential downtime, and reduce costs by doing only those repairs that are necessary.
ROI estimation
When deciding on the next investment in the manufacturing industry, ROI is often regarded as the “Holy Grail.” This stems from historical reasons. Industry 4.0 began with the robotization of tasks, where robots replaced human workers in performing manual labor. A prime example of this is palletization—the process of stacking and arranging goods on pallets for transportation or storage. In such cases, calculating the return on investment is straightforward: the cost of the machine replacing a number of human workers is x, the cost of their labor is y, and thus y – x equals the ROI.
With the OEE factor, the calculation is not as straightforward. Implementing IIoT devices to measure OEE is only the first step. This will highlight areas where savings can be found, providing the tools to analyze production and revealing inefficiencies. For example, an OEE of 82% is considered a poor result, and addressing this will lead to significant savings. The key lies in detailed data collection—without proper data on product batches, you cannot know things are going wrong, nor can you recognize that they could be better. Without this data, it is impossible to accurately estimate how long an order will take, or to know whether you need to build a new production line as you do not know whether the downtime on the existing one can be reduced or not.
Employee upskilling
Implementing IIoT devices also impacts the factory workforce. Smart factories are about digitalization and automation that will transform the entire manufacturing process. This means that employees need to be retrained to fully utilize the newly introduced technologies. This retraining might be a real challenge to those that have been used to working in the same conservative way for many years.
Fortunately, IoT devices are typically automated, making it easier for employees to quickly master their use without the need for external training providers. Generative artificial intelligence (GenAI) can further streamline this process by offering a chatbot interface that allows workers to ask questions in natural language and receive accurate answers based on verified knowledge, such as maintenance manuals or product data sheets. This kind of knowledge bot can significantly speed up the onboarding of new employees, helping them become fully operational in a shorter time.
Additionally, in a smart factory with an extensive network of IIoT devices and a standardized OEE system, employees can focus on more complex and demanding responsibilities, while the routine tasks are automated by IIoT devices.
What the Internet in the Industrial Internet of Things means
You may tend to think about IIoT as tightly coupled with the access to the Internet (via both cable and wireless connections). Yet the essence of IIoT lies in data transmission, and the medium is not as important as the flow of information. In industrial settings, IIoT is about the data exchange. Data is usually transmitted and processed by the sensor itself. What matters is that this data flows from sensors and measuring devices, and the analysis can happen either on premises or in the cloud. This, in turn, drives the development of new networks and communication protocols like Wi-Fi 6, LoRaWAN, 5G etc.
What to choose? In industry, the cloud vs. on premises debate is still in progress, while cloud has already become standard in business. Both approaches have their advantages and disadvantages in terms of security, cost, and flexibility. On-premises solutions are secure, as data is stored locally and basically should not leave the site, but it is important to dispel the myth that cloud solutions are inherently unsafe. When it comes to costs, on-premises systems involve hardware, personnel, maintenance, and energy costs, while cloud solutions can roll these expenses into operational costs.
An on-premises approach is favored when it comes to edge computing, where data processing happens locally in a data center instead of sending it to the cloud. For example, data analysis on the edge works well in the case of video data that is heavy and would require large bandwidth to be sent to the cloud for processing.
Which approach is better: on premises or cloud? Well, it depends. There are clear use cases for both: pilot projects, for example, are better suited to the cloud due to lower entry costs. Bigger factories have usually already invested in costly IT infrastructure, including servers, virtual machines, and IT teams to maintain them, so it is logical that they would choose an on-premises approach. However, as these factories grow bigger and need more computing resources, adding and maintaining new servers becomes too costly, and therefore a fully cloud approach becomes the best way to go.
For small and medium-sized factories, on the other hand, this entry threshold for on-premises solutions is high, as they need to invest in a server or an edge-computing PC, depending on how big and complex the data to be processed is. This means that a cloud approach with lower entry costs could be the solution.
Additionally, the structure of production facilities matters. If you have one facility with a strong network and infrastructure, everything can be handled in your local data center. However, if you have distributed sites and managers operating remotely, cloud solutions become essential for real-time data analysis. Without cloud connectivity, managing data across such locations is impossible.
Human-machine interface (HMI)
A human-machine interface (HMI) is a system that allows communication between operators and machines, enabling users to monitor machine operations and adjust the settings of a process or machine program. The most common form of HMI today is an operator panel that displays machine status and allows for manual adjustments. HMI is fundamental to smart factories, acting as the control hub. While currently it may be a panel on the factory floor, in the future, operators may be able to control machines in far more advanced ways.
Additionally, you can implement augmented reality (AR) and virtual reality (VR) technologies. AR can assist employees in collecting real-time information on the factory floor, such as the OEE of production lines or active alerts. It can also aid maintenance technicians in performing repairs. VR, on the other hand, can offer additional layers of information and immersive control options. Together, these technologies represent the next step in smart factory interfaces.
Additionally, practical applications of HMI also improve workplace safety and efficiency. For instance, performing machine configurations remotely can eliminate the need for workers to enter hazardous zones, such as those at height or areas with explosion risks. Remote control reduces the need for physical presence in dangerous environments, significantly improving safety while maintaining operational efficiency.
The ultimate advancement is the integration of generative AI with HMI, allowing employees to directly ask for information, receive instructions and procedures, and get notifications about alerts on the production line.
Key takeaways
As you can see, the full digitalization of manufacturing processes is not an easy task. There are many challenges to overcome: technological, economic, and social. For instance, in brownfield deployments, which are the most typical, it is impossible to introduce disruptive changes in one shot. But remember that Rome was not built in one day. It is better to start with low hanging fruit, like implementing OEE in your factory operations. This is pretty simple but provides invaluable insights into the entire manufacturing process. Once you know how your production lines work, you can start implementing improvements. While doing so, it is important to keep in mind the bigger picture, where OEE should bridge the gap between OT and IT to create a smart factory of the future relying on a high level of digitalization and automation and working with minimal human intervention.
Last but not least, we should view digital transformation in industry as a continuous process, not a one-time project. IIoT and AI are tools implemented to optimize industrial processes, and their use should not be confined to a single instance. This holistic thinking is also a core part of the Industry 4.0 approach.
Should you need support with your next IIoT project, we are eager to help. Together with our partner Advantech, we can build your IIoT network from the ground up, covering both hardware and software layers. Drop us a line at sales@fabrity.pl to discuss the details.